Well wikipedia.com defines it as ... “printing technique that uses a woven mesh to support an ink-blocking stencil. The attached stencil forms open areas of mesh that transfer ink or other printable materials which can be pressed through the mesh as a sharp-edged image onto a substrate. A fill blade or squeegee is moved across the screen stencil, forcing or pumping ink into the mesh openings for transfer by capillary action during the squeegee stroke. Basically, it is the process of using a stencil to apply ink onto another material.” |
||||||
 |
 |
|||||
| Screen printings origins can be traced back the the Song Dynasty (960-1279 AD) in China. The simple stenciled screen has not changed. The advances can be found in how the screen and stencil are created, the squeegie process, multi color registration and the increase to production quality and quantity with the automatic presses. | ||||||
|
|
|
 |
 |
|
||
 |
 |
 |
||||
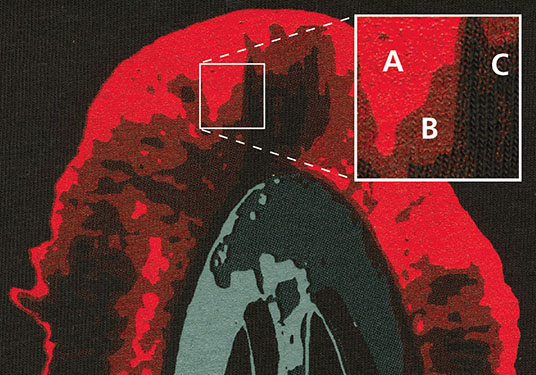
Under basing is achieved when a white ink is used to print a base for a bright color to be visible and true to its desired color on a medium to dark colored garment. Do you have to under base? Yes. Below you will find a photo of red ink on a black t-shirt. There are areas with and with out under base. The brighter areas have a white ink under base. The white ink is printed and then flash cured to create a dry printable surface. The red ink is then printed on top. Almost all inks that are printed on medium to dark colored goods require under basing and flashing. |
||||
| Click this link to download a PDF of “Why Under Base?” to forward to you clients. | ||||
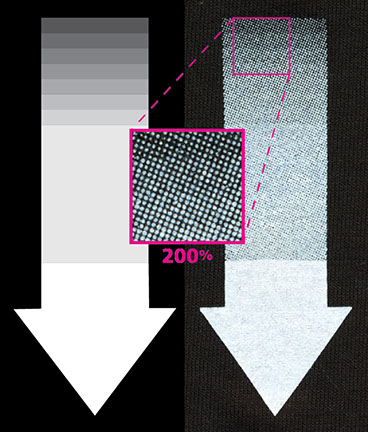
The simplest way to define halftones is the use of a series of small dots to emulate printing lower/lighter percentages of a color. Wikipedia.com defines it as: “Halftone is the reprographic technique that simulates continuous tone imagery through the use of dots, varying either in size, in shape or in spacing.” The best way is to describe halftones is to show you. Below is a pic of a white arrow with a gradient on a black back ground. The left arrow is what you would see in your virtual proof as it is displayed on your computer monitor. The right arrow is how it will look printed with halftones. |
||
 |
||
The smooth greys of the left arrow are misleading. At a 60” distance the halfone dots would visually mix to appear more like the left arrow. At a closer look, the right arrow details the half tone dots and their roughness. Download a PDF of What are halftone dots? to forward to your clients. |
||
|
|
Why use halftones? Most often designers use halftones to make a 1 color print look like a multicolor. Sometimes its used for shading or glow effects. However halftones are esential to full color process and greyscale photographs and illustrations. Some issues/limitations to keep in mind when designing halftones to be used in screen printing: • A 20% difference in value is neede to show contrast between 2 halftoneareas. |
|
 |
Traditionally full color printing is accomplished with just four colors: cyan, magenta, yellow, and black (CMYK). This system works on white paper, but printing on colored fabric requires a different technique. Full color graphics can be achieved on colored shirts with screen printing by utilizing a simulated process system. Simulated process produces bright colors on dark shirts by under basing with white ink. It's range of 4-10 process colors produces a more brilliant image than CMYK's 4 colors are capable of achieving. Simulated process has higher costs and requires a 144 piece minimum due to the labor intensive and time consuming work required in each department. This includes the art separation, pre-press, registration of 6-10 colors, and perfecting the print with on-press corrections. The results are striking, and this makes all the labor worth while. |
 |
||
|
 |
 |
 |
|
G & M PRINTWEAR 856.742.5551 / fax 856.742.5549 |
Screen Printing Apparel for the Ad Specialties Industry Since 1993 Spot Color • Full Color • Special Effects 5 Day Turn Around with No Rush Fees |
|